
1、技(jì)術(shù)說明(míng)
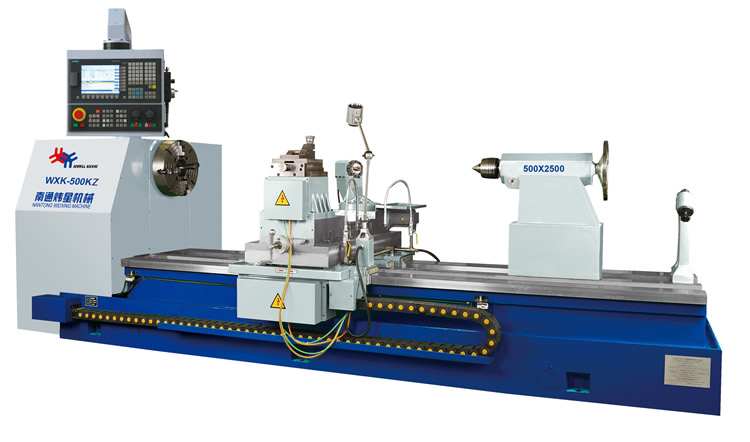
1.1、WXK-500KZ高(gāo)精密重型數(shù)控銑床具有(yǒu)自動化程度高(gāo)、加工精度高(gāo)、切削效率高(gāo)、操作(zuò)安全
可(kě)靠等優點,機床滿足銑槽、跳(tiào)槽、刻字在一次裝夾中完成,不需要二次裝夾軋輥。
1.2、機床床身為(wèi)三平行(xíng)導軌重型結構設計(jì),床身寬度須達910mm,床鞍寬度達810mm,保證機床整
體(tǐ)足夠的剛度和(hé)抗振性能,以适合銑削高(gāo)硬度的碳化鎢輥環和(hé)高(gāo)速鋼軋輥、複合輥。
1.3、機床大(dà)拖闆的縱向移動裝有(yǒu)鎖緊機構,以确保在加工高(gāo)硬度軋輥或進行(xíng)大(dà)切削加工時(shí)不出
現因中心偏移造成廢槽。
1.4、飛刀銑削體(tǐ)和(hé)擺動銑削體(tǐ)相對安裝,二者不幹涉,無須進行(xíng)再拆卸和(hé)裝配零件就能實現銑槽和(hé)刻字功能的轉換,亦無須進行(xíng)電(diàn)氣切換。
1.4.1飛刀機構通(tōng)過5級精度研磨無間(jiān)隙齒輪(齒輪為(wèi)P5級磨制(zhì)齒輪,齒面硬度為(wèi)HRC52-55)将動力傳遞給飛刀銑頭主軸,達到增加輸出力矩以保證大(dà)規格螺紋銑削順利進行(xíng)。由于高(gāo)精度無間(jiān)隙斜齒輪本身傳動穩定精度高(gāo)、接觸面積大(dà)承載能力強、沒有(yǒu)相對位移等特點。同時(shí)齒輪表面進行(xíng)超音(yīn)頻淬火(huǒ)齒面硬度高(gāo)、耐磨等,潤滑條件良好能夠保證長期齒面不易磨損和(hé)傳動力矩大(dà)更能保證機床壽命。
(尾頁附飛刀結構截圖最新款)
1.5、機床床身經過時(shí)效處理(lǐ)或完全退火(huǒ)處理(lǐ),導軌采用中頻淬火(huǒ)處理(lǐ)達到HRC48°-52°,提高(gāo)其表面的耐磨性能; 橫向進刀導軌采用滾動直線導軌,減小(xiǎo)摩擦阻尼,提高(gāo)移動精度。正常使用情況下直線保證10年不磨損。
軌保證10年不磨損。
1.6、雕銑軸采用電(diàn)主軸(我廠定制(zhì)專供:剛性足、受力均勻、散熱性好、配置高(gāo))直接安裝無過度連接,可(kě)以在不同材質軋輥上(shàng)任意雕刻。
1.7、機床縱、橫向采用系統控制(zhì)滾珠絲杆傳動;另在橫向裝配手動對刀機構,提高(gāo)對刀效率。
1.8、控制(zhì)采用SINUMERIK808D控制(zhì)系統,LCD全彩顯示,能實現任意四軸聯動。
1.9、進口伺服系統,機床5個(gè)控制(zhì)軸均為(wèi)獨立電(diàn)機和(hé)驅動。
1.10、自主開(kāi)發的編程操作(zuò)軟件,無需操作(zuò)人(rén)員有(yǒu)專業數(shù)控基礎即可(kě)快速掌握機床的操作(zuò)(操作(zuò)界面見附圖)
1.11、能實現人(rén)工幹預暫停加工、利用手持進行(xíng)工件軸的微調後,并從暫停點開(kāi)始加工;
1.12、确保加工的月牙槽達到GB1499.2-2018标準以及日标、美标、英标、德标等歐美标準。
2、主要規格和(hé)技(jì)術(shù)參數(shù)
|
加工軋輥最大(dà)直徑 |
500mm |
|
最小(xiǎo)直徑 |
50mm |
|
加工軋輥最大(dà)長度 |
2500mm |
|
加工輥面最大(dà)長度 |
1800mm |
|
加工月牙槽規格 |
Φ6~Φ50 |
|
頭架主軸卡盤直徑 |
400mm |
|
銑削飛刀轉速 |
0~600rpm |
|
工件回轉速度 |
0~30rpm |
|
雕刻頭電(diàn)機額定功率 |
2.2Kw |
|
雕刻頭電(diàn)機型号額定轉速 |
DK85/24000 |
|
冷卻泵電(diàn)機 |
2.2Kw AB25-120W |
|
控制(zhì)系統 |
西門(mén)子808D |
|
伺服電(diàn)機額定功率 |
X軸 1.75Kw |
|
|
Y軸 2.5Kw |
|
|
Z軸 1.75Kw |
|
|
A軸 3.5Kw |
|
|
B軸 1.75Kw |
|
最小(xiǎo)編程量及最小(xiǎo)進刀量 |
0.001,0.001mm |
|
頂尖間(jiān)最大(dà)工件重量 |
4000kg |
|
機床外形尺寸 |
4500*1800*2000mm |
|
機床工作(zuò)電(diàn)源 |
380V,50HZ;15KVA |
|
機床重量 |
6500kg |
精密重型數(shù)控輥環(軋輥)螺紋銑床(液壓漲緊軸版)")
精密重型數(shù)控軋輥螺紋銑床")
控軋輥螺紋銑床")
控軋輥螺紋銑床")
控加工機床")